

大齿轮定制,非标齿圈是如何铸成的
添加日期:2016-07-20作者:本站编辑 查看次数:
大齿轮是传动装置中的重要部分,由于不停地与小齿轮交错咬合带动整个设备的运转,大齿轮受到的磨损也比较多。因此,设备制造对于大齿轮的耐磨性、承重性、使用寿命、发热、重量和体积都有比较高的要求,这就要求大齿轮铸造和加工工艺更加.。
长城铸钢对齿轮传动装置的要求是体积小、重量轻而转动效率高且功率大,使用寿命长、噪声低、发热少。在实际生产中,企业对大齿轮的质量要求非常严格,那么大齿轮加工工艺非常关键,下面为大家介绍大齿轮铸造和加工工艺。
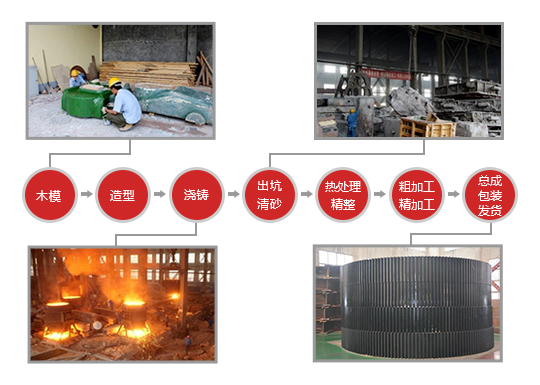
铸造工艺长城铸钢根据客户要求,选择合适的木模进行造型设计,在浇筑前采用华铸CAE模拟浇注,严格按照木模—造型—冶炼浇注—保温—出坑清砂—热处理—粗加精加—包装发货的工艺流程,铸造出具有独特优势的优质齿圈铸件:
1、独特热处理技术提高耐磨性
长城铸钢大齿圈在铸造中采用了独特的热处理技术,使得齿圈结构得以优化、硬度得到提高,产品的耐磨性和抗冲击力大大增强。
2、高强度钢材保证使用寿命
长城铸钢采用高强度钢材进行齿圈铸造,并针对回转窑、球磨机的传动特点进行了优化,保障了部件在长时间运转下的稳定性,延长了部件的使用寿命。
3、大批量生产更高效
长城铸钢拥有雄厚的铸钢件生产实力,可对大齿圈等部件进行大批量的生产制造,铸造周期短、产量大。
那么,非标大齿圈定制的加工工艺是怎样的呢?
大齿轮加工可以运用从磨齿到滚齿等多种工艺技术,但是因为滚齿加工一般具有更高的效率,因此建议采用滚齿加工。大齿轮加工工艺首先便是齿坯进入机械加工,这时主要是为下一步加工齿形准备基础,使大齿轮内孔和端面的精度基本达到规定的技术要求。
第二步是齿形的加工,以此来达到规定的硬度要求。
然后就是齿形的精加工,主要是使定位*可靠,余量分布也比较均匀,以便达到精加工的目的。
.后便是对大齿轮进行热处理,使得大齿轮结构得以优化、硬度得到提高,产品的耐磨性和抗冲击力大大增强。
下一篇:新乡铸造厂哪家好,哪家大?

